

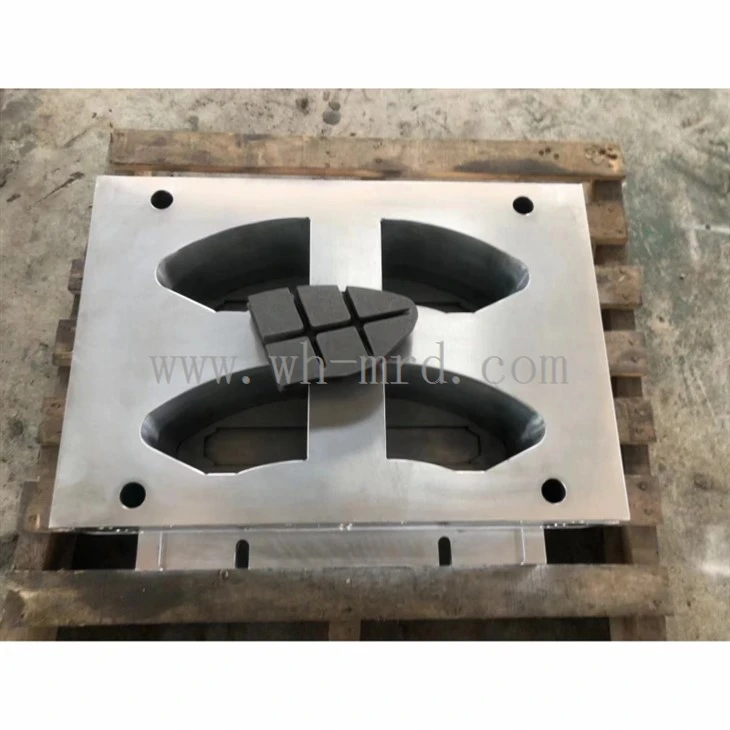

The Train Brake Pad Mold is a specialized tool for making train brake pads.
1. Parting Surface Design
Efficient Mould Release: The parting surface's position and shape are planned to ensure the gate piece can be easily removed after molding.
Reduce Defects: High - precision parting surfaces help minimize the formation of unwanted flying edges.
2. Cavity Structure
Custom Fit: The cavity can be shaped to match the gate plate. Its surface is kept very smooth (Ra0.8–Ra1.6μm) to lower friction and wear on the gate blade.
Machining and Treatment Processes
CNC Machining:
CNC machining precisely creates the mold cavity through programmed toolpaths. Carbide tools are used for mold steel, with parameters optimized for material and tool type (cutting speed: 50–200 m/min, feed rate: 0.05–0.3 mm/r, depth of cut: 0.5–3 mm). This ensures accuracy and surface quality.
EDM (Electrical Discharge Machining):
Essential for complex geometries (e.g., deep holes, narrow grooves), EDM uses controlled electrical discharges between an electrode and workpiece to erode material into the desired shape.
Quenching and Tempering:
A heat treatment process that enhances the mold's hardness, strength, and toughness, critical for performance under high pressure and temperature.
Nitriding Treatment:
Forms a hard nitride layer on the mold surface to improve wear and corrosion resistance. Parameters vary by method and requirements (temperature: 500–550°C, time: 10–50 hours).
Maintenance and Care
Regular Cleaning and Maintenance: Over time, residual materials, dust, and other impurities can accumulate. Regular cleaning of the mould, especially the cavity and cooling system, is essential. Special cleaning agents and tools should be used. The cooling system should also be checked for any leaks in the pipelines. It is generally recommended to clean the mould after producing 50–100 gate pads.
Routine Maintenance of Active Parts: Active parts of the Train Brake Pad Mold, such as the guide columns and ejector rods, should be lubricated regularly, and wear should be checked. If the wear on the guide columns exceeds the allowable range (e.g., a diameter wear of over 0.02 mm), the parts should be replaced to ensure the accuracy of mould opening and closing.
Repair and Replacement of Parts: If the train brake pad mould experiences failure, such as cavity wear or cooling system leaks, repairs should be conducted promptly. Minor cavity wear can be addressed through processes like brush plating or laser cladding. However, if the damage is severe and irreparable, the damaged parts should be replaced to ensure normal operation.

Hot Tags: train brake pad mold, China train brake pad mold manufacturers, suppliers, factory, Railway Cast Iron Brake Shoes, train brake shoes production line, mold for railway brake shoe, Train Brake system use mold, Railway brake shoes production line, Train Cast Iron Brake Shoes









